 The Thermoplastic Heater Block design shown here is a great example of how VisualMILL’s 2½ Axis toolpath strategies can be used to quickly and effectively rough and finish a complete 3-dimensional component. Maggie Rogers, Design & Fabrication Specialist with OESH Shoes, in Charlottesville, Virginia is using VisualMILL’s Roughing, Profiling, Hole Pocketing, Drilling, Chamfering and Thread Milling toolpath strategies on this component.
The Thermoplastic Heater Block design shown here is a great example of how VisualMILL’s 2½ Axis toolpath strategies can be used to quickly and effectively rough and finish a complete 3-dimensional component. Maggie Rogers, Design & Fabrication Specialist with OESH Shoes, in Charlottesville, Virginia is using VisualMILL’s Roughing, Profiling, Hole Pocketing, Drilling, Chamfering and Thread Milling toolpath strategies on this component.
This is just one of the components OESH has developed for their production 3D printers the company uses to manufacture their 3D printed line of sandal footwear. Maggie generated the g-code required for their CNC Masters Supra using the CNC Masters-Inch post-processor, one of over 300 posts included with VisualMILL. More details about each of the toolpath strategies (with cut material simulations) used to machine this part are provided below.
Here is what Maggie Rogers had to say about VisualMILL:
 |
Maggie Rogers, Design & Fabrication OESH Shoes, Charlottesville, Virginia |
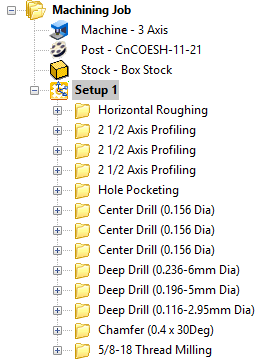
The Thermoplastic Heater Block incorporates an interesting mix of 2½ Axis toolpath strategies. In the Machining Job we see that it starts with an initial Roughing path and then continues with Profiling, Hole Pocketing, Drilling, Chamfering and Thread Milling to complete the finished component. More details on each strategy are provided here:
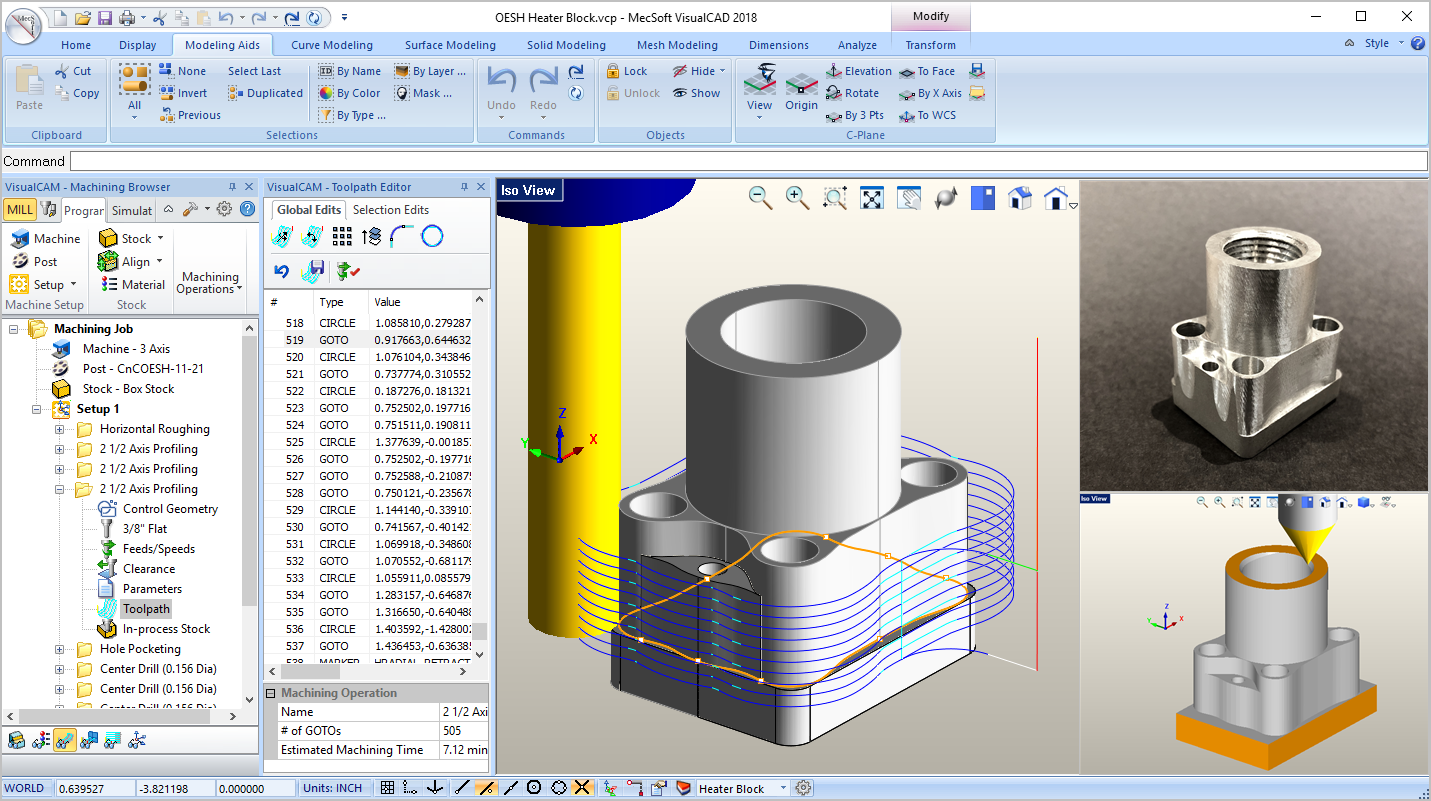
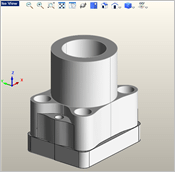
 The Heater Block Model: Here we see the 3D part model displayed in VisualCAD.
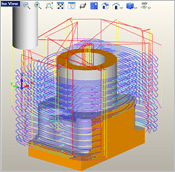
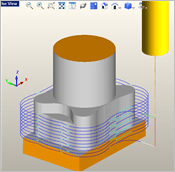
The Heater Block Model: Here we see the 3D part model displayed in VisualCAD.- 2½ Axis Roughing: This strategy uses a ⅜” end mill, offset cut pattern, mixed cut direction, a 0.05” stepover and a 0.10” stepdown with a 0.01” stock allowance. A straight vertical approach is used with linear XY extensions of 0.275”
- 2½ Axis Profiling 1, 2 & 3: These are profiling strategies to make finished perimeter cuts using the same ⅜” end mill. All have a mixed cut direction, radial entry and exit motions, a stepdown of 0.05” and a stock allowance of 0”.
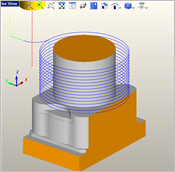
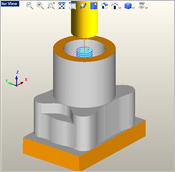
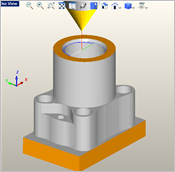
- 2½ Hole Pocketing: This hole pocketing strategy cuts the minor diameter of the ⅝-18 internal thread at the top of the heater block, again using the ⅜” end mill. The path is a helical motion and a cleanup pass at each cut level of 0.03” for a total depth of 1.2441”. The cut parameters are illustrated in the dialog icon shown here. The path also includes a helical entry and vertical retract.
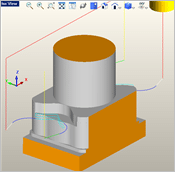
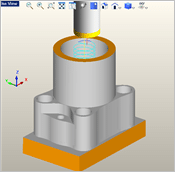
- Center Drilling: The next three are center drilling operations (only the first is shown in figure (E). Each has a drill depth of 0.10”
- Deep Drilling: The next three are deep drilling operations, each using different drill tool diameters of 0.236”, 0.196” and 0.166”. The first operation is shown in figure (F). Each has a step increment of 0.05” (similar to peck drilling) and an approach distance of 0.10”.
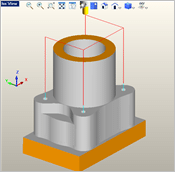
- 2½ Axis Chamfering: In further preparation for the ⅝-18 internal thread, a chamfer operation is added to the top inner perimeter of the larger center hole using a 30 degree V-mill at a depth of 0.04”.
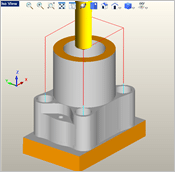
- 2½ Axis Thread Milling: This operation cuts the internal right-hand 5/8-18 thread using a thread mill cutting tool. The path uses a linear approach and radial engage and retract.
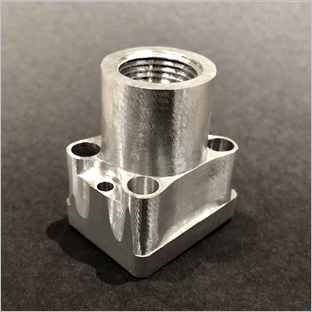
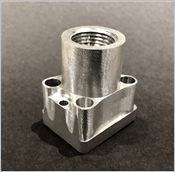
- Actual Machined Part: The actual part is shown here.
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
More about OESH Shoes
We want to thank Dr. Casey Kerrigan and Maggie Rogers for their time and contributions to this article. For more information about Dr. Casey Kerrigan’s research and OESH Shoes we invite you to check out the following web links:
- Women in CAM: Dr, Casey Kerrigan & OESH Shoes
- The Dream Flat by OESH
- OESH Shoes online, Facebook and Twitter.
- Dr. Casey Kerrigan appears in the ABC 20/20 television program.
- More about Dr. Casey Kerrigan.
More about CNC Masters
To learn more about the great team at CNC Masters and the Supra 3 Axis vertical mill we invite you to visit them online at their website, Facebook and Twitter.




