 We appreciated this case study provided by Philipp Außem. Enjoy!
CAD and CAM processes play a major role in my Industrial Product Design Studies. However, I did not know how to combine these two steps of the designing process and the CNC machining process into a continuous work flow. To learn more about this, I participated in some practical training at ehlersdesign in Munich.
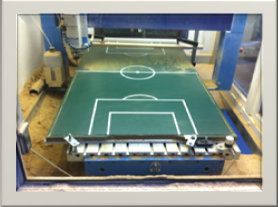
Picture 1: Milling of the side parts with holes for plain bearings of the rods, ball throw-in, hooks for connectors.
Ehlersdesign specializes in 3D milling and produces almost everything from wax molds for jewelry designers, architectural modeling for trade fair constructors, to custom projects using 2- through 4-axis machining. To generate the milling data, Ralf Ehlers uses RhinoCAM, a plug-in for Rhinoceros. This CAM solution appears as a browser within Rhino and allows skipping the export or import of geometry data, thus saving time and effort.
Although I haven’t used Rhino for a long time and have never used RhinoCAM before, the uncomplicated setup and user friendly interface of the program make it easy to use.
We appreciated this case study provided by Philipp Außem. Enjoy!
CAD and CAM processes play a major role in my Industrial Product Design Studies. However, I did not know how to combine these two steps of the designing process and the CNC machining process into a continuous work flow. To learn more about this, I participated in some practical training at ehlersdesign in Munich.
Picture 1: Milling of the side parts with holes for plain bearings of the rods, ball throw-in, hooks for connectors.
Ehlersdesign specializes in 3D milling and produces almost everything from wax molds for jewelry designers, architectural modeling for trade fair constructors, to custom projects using 2- through 4-axis machining. To generate the milling data, Ralf Ehlers uses RhinoCAM, a plug-in for Rhinoceros. This CAM solution appears as a browser within Rhino and allows skipping the export or import of geometry data, thus saving time and effort.
Although I haven’t used Rhino for a long time and have never used RhinoCAM before, the uncomplicated setup and user friendly interface of the program make it easy to use.