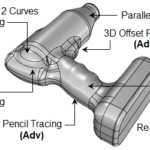
MecSoft’s Advanced 3 Axis Methods for Mold Cores & Cavities
Watch the Companion Video Here! MecSoft’s Advanced 3 Axis Machining methods are well suited for machining complex mold cores and cavities. Mold machining demands accuracy and control throughout the cutting



