![]() Because RhinoCAM works inside of Rhino. We do not need to export, import… That means if we change the project design, we can update the toolpaths in one click! Another important issue is that RhinoCAM is so intuitive. That helps a lot for students that are not familiar with CAM technology. And finally, support and feedback! Every time I need some help, the MecSoft support answers my questions very quickly!
Because RhinoCAM works inside of Rhino. We do not need to export, import… That means if we change the project design, we can update the toolpaths in one click! Another important issue is that RhinoCAM is so intuitive. That helps a lot for students that are not familiar with CAM technology. And finally, support and feedback! Every time I need some help, the MecSoft support answers my questions very quickly!
prof. arq. Affonso Orciuoli – Distribuidor Autorizado McNeel Brasil
McNeel & Associates, Kirkland, Washington





![]()
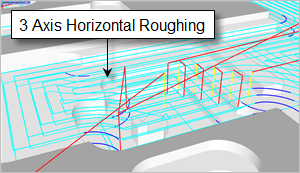
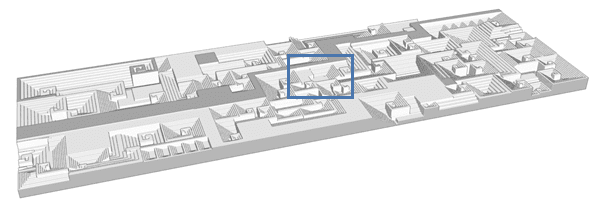
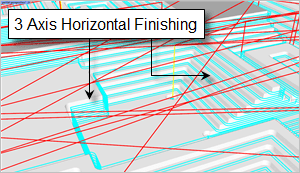
What is Scalloping and How to Avoid it?
A Scallop is material that is left after a machining operation. It is a result of the stepover distance being too large in relation to the cutter diameter. Scalloping can occur w hen a ball mill cuts geometry that is not vertical or when an end mill cuts geometry that is vertical. To minimize scalloping use a smaller stepover. In this case we can eliminate it by using 3 Axis Horizontal Finishing operation.











Cool Teacher/Student project Pete!
Thank you for allowing us to showcase your work!



Powerful production CAM for Rhino users!




