Page 1 of 1
Parameters?
Posted: Thu Oct 01, 2015 1:20 pm
by 1384986994
Hi,
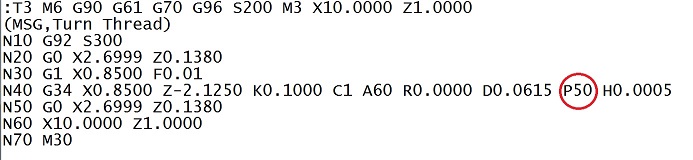
For some reason my first pass cut parameter is multiplied by 10,000 when posted, for example if I enter .005, it will post out 50, and if I enter 1.0 it will post out 10,000
Also, I cannot find a variable tied to "Pull-out Value"? What variable does this flow to in the post processor?
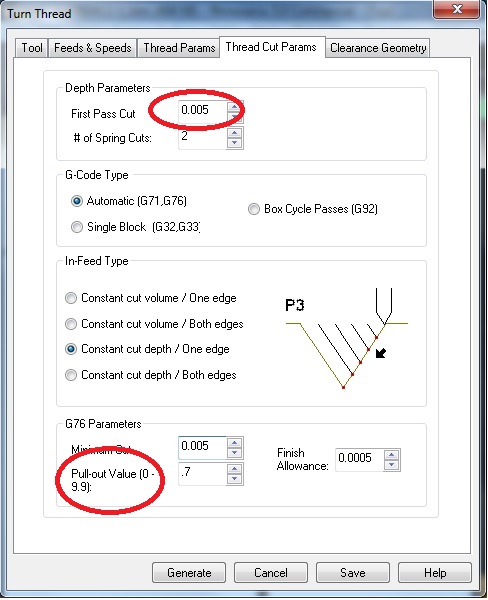
- Parameters.jpg (80.86 KiB) Viewed 9802 times
output:
- g-code.jpg (37.55 KiB) Viewed 9802 times
Thanks,
Brandon
Re: Parameters?
Posted: Thu Oct 01, 2015 4:02 pm
by MecSoft Support
Brandon,
By default the posted code scales Thread first depth value by 10000 as this is what is expected in many controllers. If you need to output first cut depth as specified under Thread cut params tab, here is what you need to do.
Close Rhino & set an environment variable, VMPOST_FDEPTHFACTOR on each of the machines that you have installed VisualCAM & RhinoCAM
a. Go to Start->Control Panel->System
b. From the System Properties dialog box that pops up select the Advanced tab.
c. Click on the Environment Variables button at the bottom.
d. In the Environment Variables dialog box that pops up, click on the New button under System variables
e. In the New System Variable dialog box that pops up, define
Variable Name = VMPOST_FDEPTHFACTOR
Variable Value = 1
Open RhinoCAM, regenerate Turn Threading and post processing the toolpath would output Thread first depth as 0.005
Re: Parameters?
Posted: Fri Oct 02, 2015 5:36 am
by 1384986994
Thanks that worked.
Can you tell me what variable the "Pull-out Value" is assigned to? I cant seem to get this setting to produce any output.
Re: Parameters?
Posted: Mon Oct 05, 2015 10:08 am
by MecSoft Support
Pull out value is only used in the computation and not output as a parameter in the posted code for Threading cycles. The 2016 version will allow output of pullout value as a parameter for G76 threading cycle.