 Designer Grains Inc. (Watsonville, CA) is an established fine cabinetry and custom manufacturing business successfully operating in Santa Cruz County for over thirty years. Founded by Sean Sinnott in 1989, Designer Grains is known for providing clients with unique designs, excellent craftsmanship and personal attention. Sean’s ability for creative problem-solving has garnered him an industry reputation of being the “Go-to-Guy” for demanding clients.
Sean’s work has included many private estates and luxury residences throughout the greater San Francisco and Monterey Bay Areas. Commercial projects have been installed in numerous locations throughout the United States. His client list includes well-known Silicon Valley CEO’s, famous Wall Street analysts, car dealers, Fortune 500 CEOs, Las Vegas casinos, and real estate billionaire developers!
We recently sat down with Sean Sinnott to discuss his work with RhinoCAM CNC Software and to take a closer look at this cool RhinoCAM project!
Designer Grains Inc. (Watsonville, CA) is an established fine cabinetry and custom manufacturing business successfully operating in Santa Cruz County for over thirty years. Founded by Sean Sinnott in 1989, Designer Grains is known for providing clients with unique designs, excellent craftsmanship and personal attention. Sean’s ability for creative problem-solving has garnered him an industry reputation of being the “Go-to-Guy” for demanding clients.
Sean’s work has included many private estates and luxury residences throughout the greater San Francisco and Monterey Bay Areas. Commercial projects have been installed in numerous locations throughout the United States. His client list includes well-known Silicon Valley CEO’s, famous Wall Street analysts, car dealers, Fortune 500 CEOs, Las Vegas casinos, and real estate billionaire developers!
We recently sat down with Sean Sinnott to discuss his work with RhinoCAM CNC Software and to take a closer look at this cool RhinoCAM project!
The Rhino Part Geometry
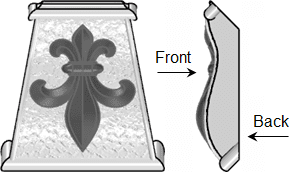
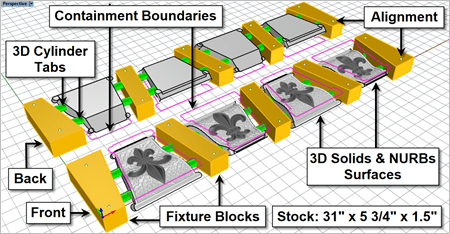
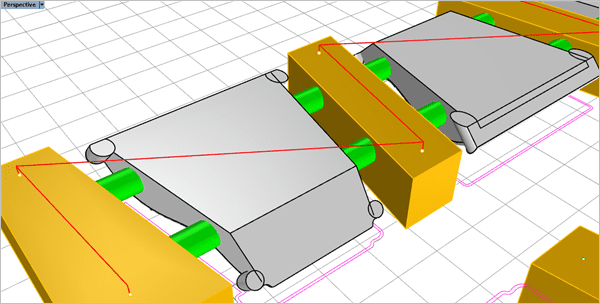
This project will cut a total of 8 Fleur-de-Lis Keystone molding components at one time, 4 fronts and 4 backs. The Rhino part geometry is shown in the illustration below. Each component consists of a group of Fleur-de-Lis emblem surfaces and a Rhino Heightfield surface background. Both of these are then wrapped onto a cross sectional curve and then placed atop a solid base. These are all Rhino modeling commands.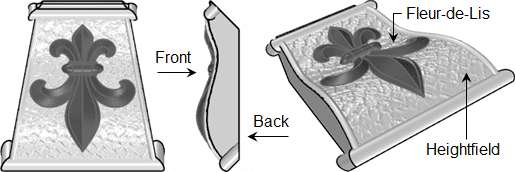 Each Fleur-de-Lis Keystone is then positioned between fixture blocks. Intersecting these are two ⅝” diameter solid cylinders that travel the length of the fixture blocks. These are used as tabs to keep the Fleur-de-Lis Keystone parts held to the stock during machining. The stock dimensions are 31” long x 5¾” wide x 1.5” high (one set of 4) or 31” x 14.5” x 1.5” (two sets of 4). In this setup, the Back is machined first and the Front is machine second, A set of either 4 or 8 can be machined in the same setup, flipping the stock over and positioned with ¼” alignment pins as needed.
Each Fleur-de-Lis Keystone is then positioned between fixture blocks. Intersecting these are two ⅝” diameter solid cylinders that travel the length of the fixture blocks. These are used as tabs to keep the Fleur-de-Lis Keystone parts held to the stock during machining. The stock dimensions are 31” long x 5¾” wide x 1.5” high (one set of 4) or 31” x 14.5” x 1.5” (two sets of 4). In this setup, the Back is machined first and the Front is machine second, A set of either 4 or 8 can be machined in the same setup, flipping the stock over and positioned with ¼” alignment pins as needed.
MOpSet (Back)
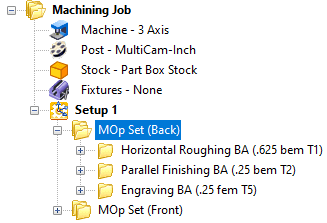 The MOpSet for the Back set of components is shown here on the right. It consists of a total of 3 machining operations, two 3 Axis and one 2½ Axis operations. Each operation is explained and illustrated below.
The MOpSet for the Back set of components is shown here on the right. It consists of a total of 3 machining operations, two 3 Axis and one 2½ Axis operations. Each operation is explained and illustrated below.
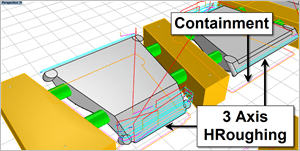
3 Axis Horizontal Roughing
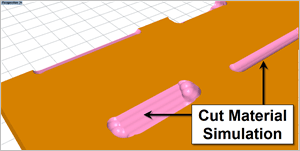
For removing bulk material a 3 Axis Horizontal Roughing operation is used with a ⅝” diameter ball mill cutter. The operation is contained to the perimeter boundary curves shown in the part model above. Each of the four Fleur-de-Lis Keystone parts have their own containment boundary. Cut Parameters include an Intol/Outtol of 0.01, Stock allowance of 0.025” an offset cut pattern for both Cavity/Pocket and Core/Facing regions, a Mixed cut direction, an Outside start point and a Stepover distance of 0.2. The stepdown control is set to a distance of 0.2 creating 4 cut levels. Engage/Retract is set to Path with Angle (A) set to 10 degrees and Height (H) set to 0.05. Arc Fitting is also enabled with a Fitting tolerance (t) of 0.02. Below on the left we see the part geometry and the resulting 3 Axis Horizontal Roughing toolpath. The resulting cut material simulation is shown on the right. Cut Feed: 250 in/min, Spindle Speed: 16,000 RPM, Estimated Machining Time: 13.04 mins.
 |
 |
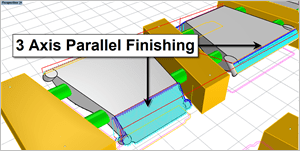
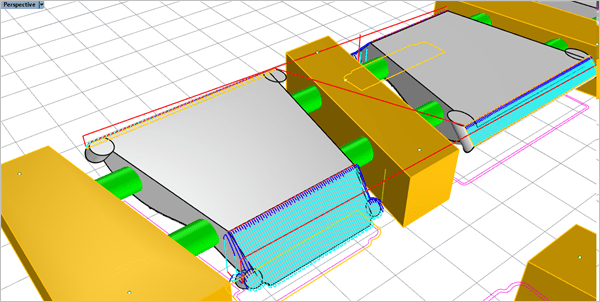
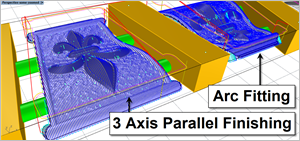
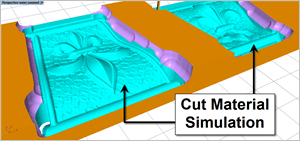
3 Axis Parallel Finishing
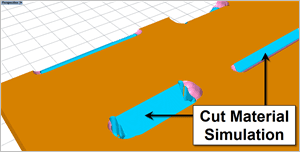
For finishing the angled faces on the back side of the Fleur-de-Lis Keystone moldings a 3 Axis Parallel Finishing operation is used with a ¼” diameter ball mill. Again the operation is contained to the perimeter boundary curves shown in the part model above. Each of the four Fleur-de-Lis Keystone parts have their own containment boundary. Cut Parameters include an Intol/Outtol of 0.001, Stock allowance of 0” a Mixed cut direction, Angle of Cuts is 90 degrees and Stepover Control set to a distance of 0.01”. Entry consists of a Linear Engage motion with both Angle (A) and Length (L) set to zero which eliminates the entry motion and forces the tool to plunge directly above the cut start point. The same is true for the Linear Retract Motion. Again, Arc Fitting is enabled with a Fitting tolerance (t) of 0.002. Below on the left we see the part geometry and the resulting 3 Axis Parallel Finishing toolpath. The resulting cut material simulation is shown on the right. Cut Feed: 250 in/min, Spindle Speed: 16,000 RPM, Estimated Machining Time: 11.26 mins.
 |
 |
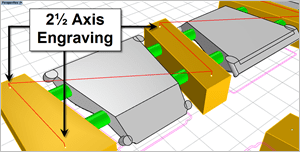
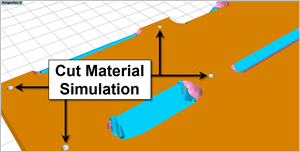
2½ Axis Engraving
To machine the 10 alignment pin holes a 2½ Axis Engraving operation is used with a ¼” diameter ball mill cutter. Engraving is a very versatile operation that can be used anytime you need the tip of the cutter to follow the containment geometry exactly. In this case the containment geometry are 10 points located on the top face of the part fixture blocks. Tolerance is set to 0.001, cut geometry is located At Top with a Total Cut Depth of 0.4” and Rough Depth/Cut of 0.2. Entry and Exit are both set to None and Sorting is set to Minimum Distance Sort. Cut Feed: 25 in/min, Spindle Speed: 11,000 RPM, Estimated Machining Time: 9.9 mins. Below on the left we see the part geometry and the resulting 2½ Axis Engraving toolpath. The resulting cut material simulation is shown on the right.
 |
 |
Let’s Take a Closer Look
Here is a closer look at each toolpath method illustrated above.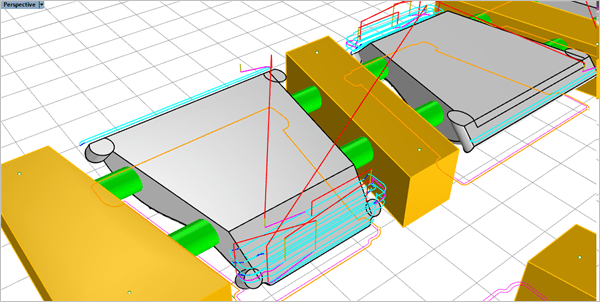
MOpSet (Front)
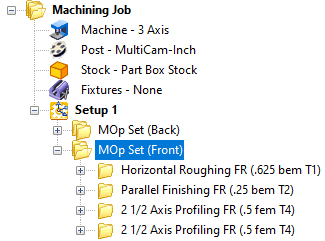 RhinoCAM allows you to group operations into what is referred to as a MOpSet (i.e., a Machine Operation Set). The MOpSet for the Front set of components is shown on the right. It consists of a total of 4 machining operations, two 3 Axis and two 2½ Axis operations. Each operation is explained and illustrated below.
RhinoCAM allows you to group operations into what is referred to as a MOpSet (i.e., a Machine Operation Set). The MOpSet for the Front set of components is shown on the right. It consists of a total of 4 machining operations, two 3 Axis and two 2½ Axis operations. Each operation is explained and illustrated below.
3 Axis Horizontal Roughing
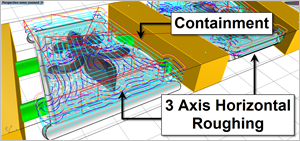
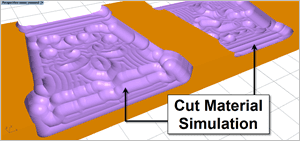
For removing bulk material a 3 Axis Horizontal Roughing operation is used with a ⅝” diameter ball mill cutter. The operation is contained to the perimeter boundary curves shown in the part model above. Each of the four Fleur-de-Lis Keystone parts have their own containment boundary. Cut Parameters include an Intol/Outtol of 0.01, Stock allowance of 0.025” an offset cut pattern for both Cavity/Pocket and Core/Facing regions, a Mixed cut direction, an Inside start point and a Stepover distance of 0.2. The stepdown control is set to a distance of 0.2 creating 4 cut levels. Engage/Retract is set to Path with Angle (A) set to 10 degrees and Height (H) set to 0.05. Arc Fitting is also enabled with a Fitting tolerance (t) of 0.02. Below on the left we see the part geometry and the resulting 3 Axis Horizontal Roughing toolpath. The resulting cut material simulation is shown on the right. Cut Feed: 250 in/min, Spindle Speed: 16,000 RPM, Estimated Machining Time: 38.04 mins.
 |
 |
3 Axis Parallel Finishing
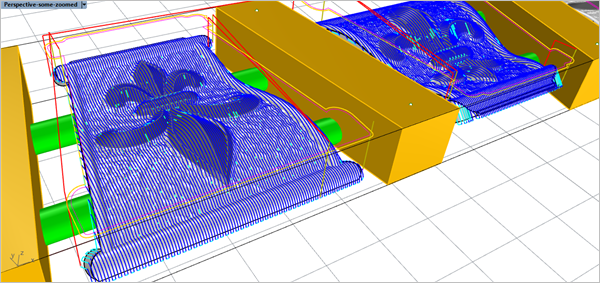
For finishing the top of the four Fleur-de-Lis Keystones a 3 Axis Parallel Finishing operation is used with a ¼” diameter ball mill. Again the operation is contained to the perimeter boundary curves shown in the part model above. Each of the four Fleur-de-Lis Keystone parts have their own containment boundary. Cut Parameters include an Intol/Outtol of 0.001, Stock allowance of 0” a Mixed cut direction, Angle of Cuts is 90 degrees and Stepover Control set to a distance of 0.01”. Entry consists of a Linear Engage motion with both Angle (A) and Length (L) set to zero which eliminates the entry motion and forces the tool to plunge directly above the cut start point. The same is true for the Linear Retract Motion. Again, Arc Fitting is enabled with a Fitting tolerance (t) of 0.002. Below on the left we see the part geometry and the resulting 3 Axis Parallel Finishing toolpath. The resulting cut material simulation is shown on the right. Cut Feed: 250 in/min, Spindle Speed: 16,000 RPM, Estimated Machining Time: 58.35 mins.
 |
 |
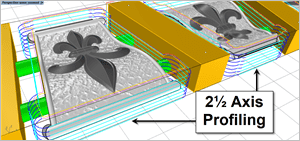
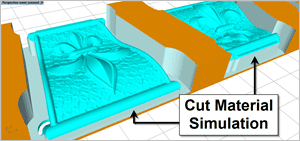
2½ Axis Profiling
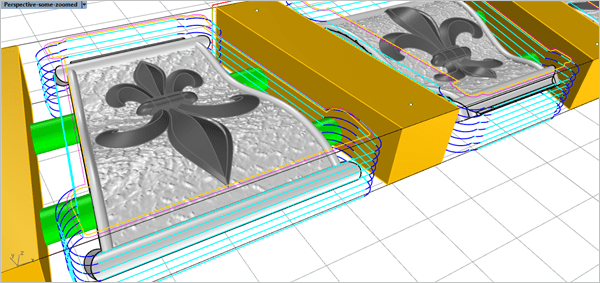
To remove the four Fleur-de-Lis Keystones two 2½ Axis Profiling operations are used each using a ½” diameter flat end mill. The first Profiling operation cuts to a depth of 1.375” or ⅛” above the spoil board of the CNC machine. This operation is shown in the illustrations below. Cut parameters include a tolerance of 0.001, Stock allowance of zero, a Mixed cut direction and a 1.375 cut depth divided into 7 cut levels each 0.2” deep. The last cut level leaves ⅛” of material at the base of the part to be removed by a final 2½ Axis Profiling operation (not shown). Cut level ordering is set to Depth First, meaning that each component will be cut to depth before moving to the nest component. Entry and Exit and set to None. This means the cutting tool will plunge directly above the cut start point and then retract directly above the cut end point. Arc Fitting is also enabled with a Fitting tolerance (t) of 0.002. Below on the left we see the part geometry and the resulting 2½ Axis Profiling toolpath. The resulting cut material simulation is shown on the right. Cut Feed: 250 in/min, Spindle Speed: 16,000 RPM, Estimated Machining Time: 7.39 mins.
 |
 |
Let’s Take a Closer Look
Here is a closer look at each toolpath method illustrated above.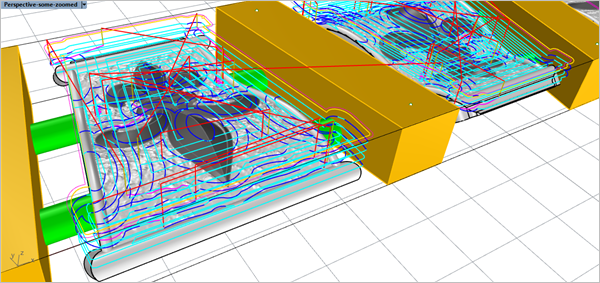
The Completed Project
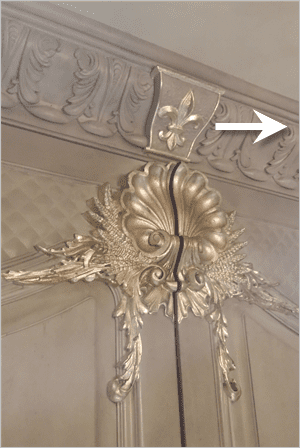
Here we see the completed part installed in the customer’s home. The Fleur-de-Lis Keystone is located at the top center of the crown molding above the closet doors. The reflective areas are gold leaf appliqué.
 |
 |
More about Designer Grains
Established in 1988, Designer Grains Inc., located in Watsonville, CA consists of professionals that draw upon experience in traditional woodworking, cabinet building, CNC milling, door fabrication, software programming, and complex tool path creation to produce the products provided to their clients. It is this cross-functional team’s experience that enables them to design and build a variety of custom products that are beautiful, functional and long lasting. For more information about Designer Grains, Inc we invite you to visit them online, on Facebook, on Pinterest and Instagram.
See all of the cool projects completed at Designer Grains Inc. with the help of RhinoCAM!
 |
 |
| Wine Cellar (Left) and tasting station (Right) | |
 |
 |
| (Left) Curved powder room vanity and (Right) island with curved elements | |
 |
 |
| (Left) Misc carved architectural elements (Right) Custom Exterior window casing | |




