The fretboard of an Appalachian dulcimer crafted by McCafferty Dulcimers can include from up to 25 different standard patterns and growing, and also have the option for custom patterns as requested. In the following sections we discuss how Terry approaches the machining of the mother-of-pearl inlays as well as the inlay pocketing. Two of Terry’s beautiful inlay examples are shown below.
 |
 |
More About McCafferty Dulcimers
 McCafferty Dulcimers located in Brookshire, Texas has been crafting fine Appalachian dulcimers since 1993. Owner and operator Terry McCafferty grew up around woodworking with a carpenter father and worked as a cabinet maker in his early years. He was later educated as an engineer and spent four decades involved in product design & development. Terry holds several patents related to large machinery that he has developed. We recently sat down with Terry in his studio to discuss the Appalachian dulcimer craft and his use of RhinoCAM from MecSoft Corporation. Read the full case study here.
McCafferty Dulcimers located in Brookshire, Texas has been crafting fine Appalachian dulcimers since 1993. Owner and operator Terry McCafferty grew up around woodworking with a carpenter father and worked as a cabinet maker in his early years. He was later educated as an engineer and spent four decades involved in product design & development. Terry holds several patents related to large machinery that he has developed. We recently sat down with Terry in his studio to discuss the Appalachian dulcimer craft and his use of RhinoCAM from MecSoft Corporation. Read the full case study here.
Machining Mother-of-Pearl
 The mother-of-pearl stock material is 1” wide by 2” long and 0.046 thick. It is mounted onto an MDF base using soluble adhesive. The control geometry are 2D planar curves representing the outside perimeter of the inlays and are positioned on the top of the inlay stock. Terry uses one 2½ Axis Profiling operation at a cut depth of 0.064” to cut all off the inlays from each stock sheet. The Machining Job tree is shown here. Once machining is complete the adhesive is dissolved and the inlays are ready to mount. Details about the machining process are provided for each image description below.
The mother-of-pearl stock material is 1” wide by 2” long and 0.046 thick. It is mounted onto an MDF base using soluble adhesive. The control geometry are 2D planar curves representing the outside perimeter of the inlays and are positioned on the top of the inlay stock. Terry uses one 2½ Axis Profiling operation at a cut depth of 0.064” to cut all off the inlays from each stock sheet. The Machining Job tree is shown here. Once machining is complete the adhesive is dissolved and the inlays are ready to mount. Details about the machining process are provided for each image description below.
- (A) This project starts with planar 2D curves drawn in Rhino that represent the 0.043” thick mother-of-pearl stock. Image (A) shows the outline curves nested into a mother-of-pearl stock sheet.
- (B) This image shows the 2½ Axis Profiling toolpath using a 0.03125” dia flat end mill at a General Tolerance of 0.0001”. The Cut Feed (Cf) is set to 9 in/min. The total cut depth is set to 0.064” which will cut past the depth of the stock and adhesive and into the MDF base. Each cut level is set to 0.010” for a total of 6 cut levels per profile with Cut Levels Orders set to Depth First. Each cut level entry is a 10 degree Along Path motion at a height of 0.012”. Arc Fitting is enabled with a Fitting Tolerance (t) of 0.0002 and with a minimum distance sort.
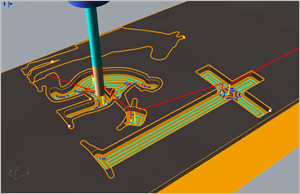
- (C) Here we see the in-process stock cut material simulation of the 2½ Axis Profiling operation on mother-of-pearl.
- (D) The actual completed mother-of-pearl stock is shown on the MDF base.
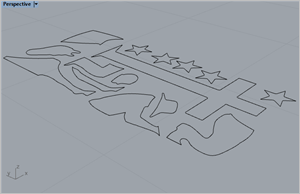 Here we see the 2D outline curves representing the mother-of-pearl inlays. They are located at the top Z level of the inlay stock |
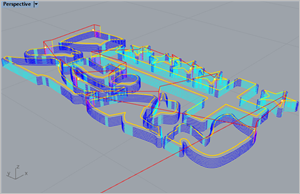 The 2½ Axis Profiling toolpath is shown. It includes a total of 6 cut levels using a 1/32” dia end mill at a cut feed rate of 9 in/min. |
 The cut material simulation for the 2½ Axis Profiling toolpath is shown. The mother-of-pearl inlay stock is shown mounted on the MDF base. |
Here we see the actual mother-of-pearl stock after machining. The inlays are soaked in water to remove the inlays from the base. |
Cutting the Inlay Pockets
 The inlay pockets are cut into the fretboard at a depth of 0.046” (the same height as the mother-of-pearl stock). The inlay pocket perimeters are cut 0.004” wider than the mother-of-pearl inlays (see Mother-of-Pearl Inlay (2½ Axis Machining) above). This allows for tolerances and adhesive. The following images illustrate the 2½ Axis Pocketing and the 2½ Re-Machining operations used. The Machining Job tree is also shown here.
The inlay pockets are cut into the fretboard at a depth of 0.046” (the same height as the mother-of-pearl stock). The inlay pocket perimeters are cut 0.004” wider than the mother-of-pearl inlays (see Mother-of-Pearl Inlay (2½ Axis Machining) above). This allows for tolerances and adhesive. The following images illustrate the 2½ Axis Pocketing and the 2½ Re-Machining operations used. The Machining Job tree is also shown here.
- (A) This image shows the planar 2D curves and the initial 2½ Axis Pocketing toolpath for the inlay pocket on the fretboard using a 0.0625” flat end mill. The Tolerance is set to 0.0001, stock is zero, a Climb Cut Direction and 40% stepover.
- (B) This image shows the 2½ Axis Re-Machining operation using a 0.024” diameter end mill. The re-machining toolpath is calculated to remove only the in-process stock left over from the larger tool of the previous operation (0.0625” diameter).
 Here we see the initial 2½ Axis Pocketing toolpath for the inlay pockets on the fretboard using a 1/16” diameter end mill. Notice that some areas are uncut. |
 A 2½ Axis Re-Machining operation using a 0.024” diameter end mill is then used. This removes the remaining stock material. |
More Studio Pics
Here are some additional images from Terry McCafferty’s studio. For more information about Terry McCafferty and the quality Appalachian dulcimer instruments that he crafts we invite you to visit him online at mccaffertydulcimers.com/ and on Facebook at facebook.com/mccaffertydulcimers/. Enjoy the craftsmanship!
 |
 |
 |
 |
 |
 |
 |
 |
| Cool studio picks from McCafferty Dulcimers | |||




