 PolyFab is a Wilmington, MA based company that sells custom fabrication to clients world-wide. Anything that starts with a Clear Industrial Plastic sheet or a tube, PolyFab can machine it or form it. The company was purchased in 2003 by Preston Fiske a Mechanical Engineer from Santa Barbara, California.
PolyFab is a Wilmington, MA based company that sells custom fabrication to clients world-wide. Anything that starts with a Clear Industrial Plastic sheet or a tube, PolyFab can machine it or form it. The company was purchased in 2003 by Preston Fiske a Mechanical Engineer from Santa Barbara, California.
We recently sat down with Preston to discuss his use of RhinoCAM software from MecSoft Corporation. This project illustrates the use of a thermoform mold to form a 1” thick acrylic blank for the base of the slurry tank indicated in the image on the right below. The tank, manufactured for a local university, is used to study coal slurry and is still in use today.
This blog post illustrates the use of RhinoCAM toolpaths in the production of the thermoform mold.
Learn more about PolyFab in the complete case study here!
 |
 |
The Thermoform Mold
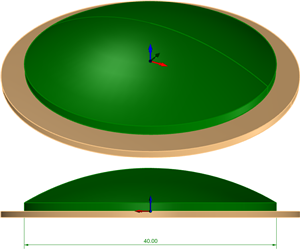 To form the 1” thick acrylic blank Preston had to first design and machine the thermoform mold shown here. The mold is 40” in diameter at its base with a 29” spherical radius that extends approximately 5½”.
To form the 1” thick acrylic blank Preston had to first design and machine the thermoform mold shown here. The mold is 40” in diameter at its base with a 29” spherical radius that extends approximately 5½”.
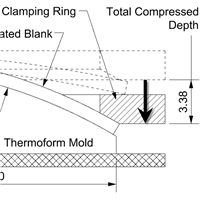
The cross-section drawing below shows the thermoform mold, the 0.95” thick acrylic blank (heated thru to 350 degrees) and the top clamping ring compressed to a total depth of 3.38”. There is also a ¼” diameter center hole at the apex of the dome that is used for positioning while the blank is placed on the mold. A clamping mechanism (not shown) is used to gradually compress the Top Clamping Ring down to form the heated acrylic blank and contain it while it cools.

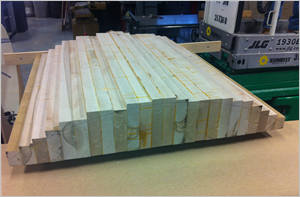
To conserve material and minimize machining time, the 42” x 44” x 7.875” stock was made up of pre cut and glued maple sections as shown in the image on the right. The stock was then cut with a bandsaw to remove the excess corners. This irregular 3D stock definition was then modeled in Rhino and is shown in image (A) below.
The solid stock model is selected in Rhino and then is defined as a Stock From Selection in RhinoCAM. Once the stock is defined in RhinoCAM, it’s 3D model representation is no longer needed and can hidden in Rhino. The 3D RhinoCAM stock and the 3D thermoform mold model is shown in image (B) below. The Machine Coordinate System (MCS) origin is located at the center of the part in XY and at the bottom of the part in Z.
 |
 |
3 Axis Roughing
To rough out the stock Preston uses a 3 Axis Horizontal Roughing toolpath strategy that removes material in consecutive Z levels using a 1.5” diameter flat end mill. No containment geometry is selected for this cut. RhinoCAM calculates based on the stock definition and the part geometry. General cut parameters include a global tolerance of 0.02 and a stock allowance of 0.2. Cavity/Pocket parameters include an Offset cut pattern, Mixed cut direction, an Inside start point and a stepover of 40% of the tool diameter (0.6).
Core/Facing parameters include an Island Offset cut pattern, Mixed cut direction and a 40% stepover. For Cut Level control the stepdown between levels is set to 0.25 with a Bottom limit set to 2.25. The engage/retract is set to a 10 degree path at a height of 0.25 and linear extensions of 0.625. The resulting toolpath is shown in image (A) below with the resulting cut material simulation shown in image (B
 |
 |
3 Axis Re-Roughing
To remove more stock near the outer diameter of the mold, Preston uses the 3 Axis Re-Roughing strategy that takes into account the previous 3 Axis Roughing toolpath and only removes material based on the inprocess stock. This cut uses two circular curves as containment and a 0.5” diameter flat end mill with a 0.025 stock allowance. No Z level limit is set meaning that all material that the tool can access is removed between the two containment curves.
 |
 |
2 Axis Outer Perimeter Cut
In this next operation Preston cuts the outer perimeter using a 2 Axis Profiling toolpath and the same 0.5” diameter end mill, a 0.001 toleranace and a stock allowance of zero. This is the finished perimeter cut and allows him to remove the excess outer stock before continuing. At a total cut depth of 0.957, the cut is divided into a 0.917 rough depth and a 0.07 finish depth. The rough depth is divided into 0.25 cut levels while the finish depth remains at one cut level 0.07. The entry motion is set to ramp Along Path at an angle of 10 degrees and a height of 0.5. This entry motion is repeated at each cut level. No exit motion is used. The toolpath and cut material simulation are shown below.
 |
 |
3 Axis Pre-Finishing
As a pre-finishing operation, the 3 Axis Spiral Machining strategy is used with the top outer perimeter curve selected as containment using a 1.250” diameter ball mill. In this toolpath the tool spirals about a center point following the part surface until it meets the perimeter curve. The tolerance is set to 0.002 with a stock allowance of 0.1. The path uses a conventional upcut pattern, starts at the top center and steps over a distance of 0.188 between each spiral. The entry motion is set to a linear extension of 0.5 and at an angle of 30 degrees and vertical approach distance of 0.25. The toolpath and cut material simulation is shown in the images below.
 |
 |
3 Axis Finishing
For the finishing operation, another 3 Axis Spiral Machining strategy is used. This time the containment is a circular curve that is offset outward from the bottom outer perimeter. This is shown clearly in the inset image (A) below. The offset amount is calculated to contain the ball mill to stop when tangent to the top outer perimeter, using the same 1.250” diameter ball mill. The tolerance is set to 0.002 with a stock allowance of zero. The path again uses a conventional upcut pattern, starts at the top center and steps over a distance of 0.04 between each spiral. The entry motion is set to a linear extension of 0.75 and at an angle of 20 degrees and a vertical approach distance of 0.025. The toolpath and cut material simulation is shown in the images below.
 |
 |
The Completed Thermoform Mold
Here is the completed thermoform mold still on the 3 Axis router at PolyFab. 
 |
Preston Fiske, Owner/Operator PolyFab Corporation, Wilmington, MA |
More about PolyFab
PolyFab is a Wilmington, MA based company that sells custom fabrication to clients world-wide. Their motto “You design it. We’ll build it.” is true to its word with projects that span a wide application spectrum including Architectural, Laboratory, Water Treatment, Marine, Air Handling and Government Contracting all manufactured with the help of RhinoCAM. Here are some project images courtesy of PolyFab. See PolyFab’s complete photo gallery here.
 National Signs, Houston, TX Example of Drape Forming Acrylic |
 |
Learn more about RhinoCAM & PolyFab:
- RhinoCAM does PolyFab, the complete case study
- Poly Fabrication with RhinoCAM – COMING SOON




